客服電話18952670432
客服電話18952670432
咨詢熱線18952670432
選擇適合的數控機床。需要考慮到很多方面,那我們需要考慮的最為關鍵的方面有哪些呢?本文對此做出了詳細的解答:1、當前的機床設置和操作員經驗,您的機床操作員的專業知識和熟練程度也將發揮關鍵作用。一般來說,與功能有限的簡單機床相比,自動化程度更高的智能機所需的人工干預更少。2、部分難度和復雜性,CNC加

在許多情況下,在薄壁工件上鉆孔算不上是一種很大的挑戰,但此類加工可能需要采取某種工件支承措施,以抵消鉆頭開始鉆入工件材料時所產生的壓力。根據加工要求,被加工孔可能還需要進行去毛刺或倒角加工。?對于常規的薄壁鉆削,孔的深度就等于工件的厚度。而這些孔可能并不適合加工螺紋或為軸承座套提供足夠的支承。
熱熔鉆使用注意事項:1. 工件材料:熱熔鉆適用于加工工件孔徑1.8-32mm,壁厚0.5~12.5mm的多種金屬材料, 如鐵、低碳鋼、不銹鋼、鈦、鋁、銅、紫銅、黃銅(Zn含量低于40%)、鋁合金(si含量低 于0.5%)等。如果材料越厚、越硬,熱熔鉆頭使用壽命越短。2. 熱熔膏:熱熔鉆在工作時,瞬間產生 600 ° C 以上的高溫,特制的潤滑膏能

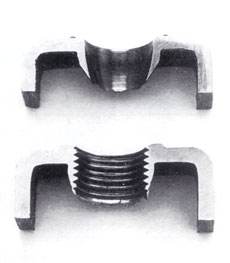
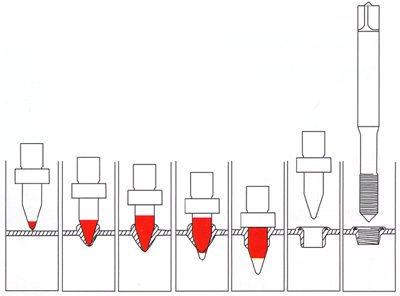
根據需要鉆穿工件的厚度,熱熔鉆有兩種長度規格 : 短鉆 : 適用于穿透工件厚度在 0.8mm -3mm 長鉆 : 使用于穿透工件厚度大于 3mm -12mm 根據工件在穿透后的表面要求 , 熱熔鉆有兩種規格 : 標準型熱熔鉆 : 熱鉆穿透工件拉伸成形襯套的同時在工件表面形成一個凸環 平口型熱熔鉆 : 熱鉆穿透工件拉伸形成

熱熔鉆又叫熱鉆,其改變了傳統鉆孔緊固工序的工藝,使得以往加工過程中的難題——薄板薄管的攻牙緊固幾秒鐘就可以輕松解決。此項工藝用以取代鉆孔,取代焊接螺母,取代壓鉚螺母。熱熔鉆的鉆頭采用碳化鎢材料,經過先進熱處理工藝,使鉆頭能在600度高溫和1500-3000轉/分鐘的高速旋轉狀態下,保持高硬度、高耐磨性能,經受垂直
熱熔鉆螺紋強度
熱熔鉆后道工藝-擠壓絲錐加工參數

熱熔鉆的最大穿透材料厚度
熱熔鉆使用過程的注意事項
熱熔鉆的優缺點分析

